
For OEM engineers working with advanced thermoplastics and fire-resistant composites, the choice between injection molding and extrusion defines mechanical reliability, production economics, and regulatory compliance for safety‑critical components. This is especially true when designing with intumescent composites like LithiumPrevent, Pyrophobic’s passive fire containment platform for lithium‑ion battery systems and other high‑energy applications.
With rising expectations for EV (Electric Vehicles) safety, BESS (Battery Energy Storage System), ESS (Energy Storage System), and code-driven fire performance, understanding how each process interacts with materials such as LithiumPrevent 200R and LithiumPrevent 200REX has become a core design responsibility for OEM engineers.
Why Process Selection Matters to OEM Engineers
Choosing the wrong manufacturing process early can lock OEMs into higher cost, reduced fire performance, or redesign late in validation.
Process selection directly affects:
- Dimensional precision and tolerance stack‑up.
- Cycle time and cost per part over the full program life.
- Thermal and electrical performance in fire and fault conditions.
The Extrusion Process: Continuous Profiles for Passive Fire Barriers
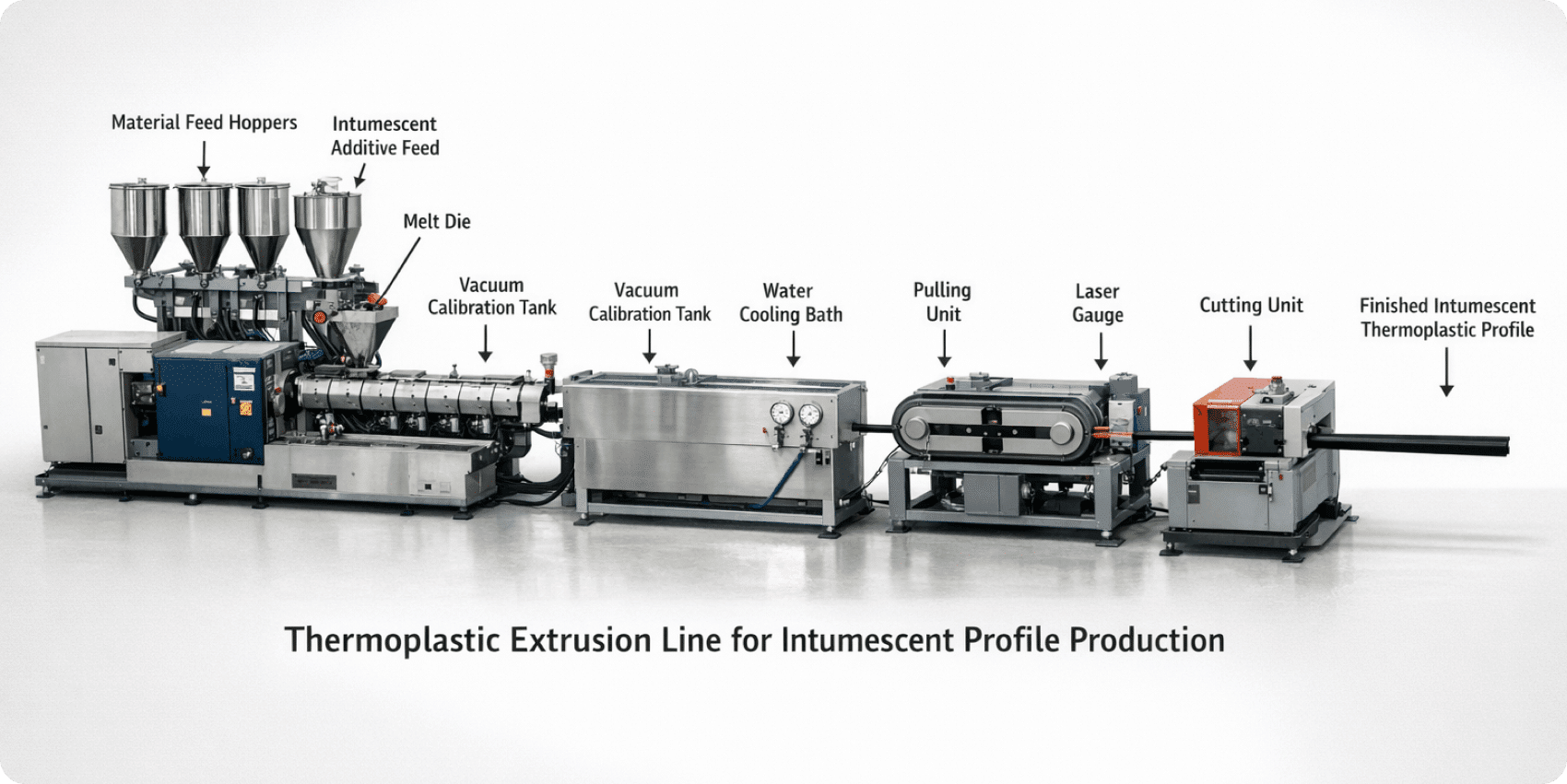
Extrusion is a continuous process in which molten polymer is forced through a die to produce profiles, tubes, panels, or sheets with a constant cross‑section. For passive fire applications, extrusion allows engineers to build continuous intumescent barriers around or between cells, modules, or enclosures using materials such as LithiumPrevent 200REX.
Schematic of a thermoplastic extrusion line producing a continuous LithiumPrevent 200REX intumescent profile for Building Construction, EV or BESS applications.
Process and Typical Parameters
- Feeding and melting: Polymer pellets (PVC, PP, or intumescent composites) are fed from a hopper into a heated barrel, where zone‑controlled heaters and the screw raise temperature into the 180–230°C range, depending on formulation.
- Pressurization and mixing: The rotating screw provides shear to homogenize fillers and intumescent additives while building pressure toward the die.
- Shaping: The melt is pushed through a precision die that defines wall thickness, internal voids, and profile geometry.
- Cooling and sizing: The extrudate passes through water baths or air tunnels with controlled pull‑off speed to stabilize final dimensions.
For extruded intumescent composites, such as LithiumPrevent 200REX, maintaining a stable melt window is critical to preserve the designed start expansion temperature (≈200°C) and 2–3x expansion rate required for thermal runaway events.
Why Extrusion Matters for OEM Engineers
Extrusion is often the most economical choice when:
- The design calls for long, continuous profiles or panels integrated into module housings, spacers, or pack lids.
- You want to integrate multiple mechanical and fire-protection functions into a single continuous profile, reducing part count and assembly steps.
- You need consistent intumescent performance over meters of material, as in perimeter barriers or channel‑style venting features.
Extruded profiles using LithiumPrevent 200REX can be used to form thermal separation ribs, pack lid defense features, and busbar isolation channels, building on the same core intumescent behavior described for LithiumPrevent in cell‑ and module‑level containment.
Injection Molding: Complex, High‑Precision Intumescent Components
Injection molding produces discrete, complex parts by injecting molten polymer into a closed mold, then cooling and ejecting the solidified shape. This is ideal for intricate geometries such as cell spacers, busbar terminal covers, module frames, vent plates, and fire‑critical hardware interfaces that require tight tolerances and repeatable performance.
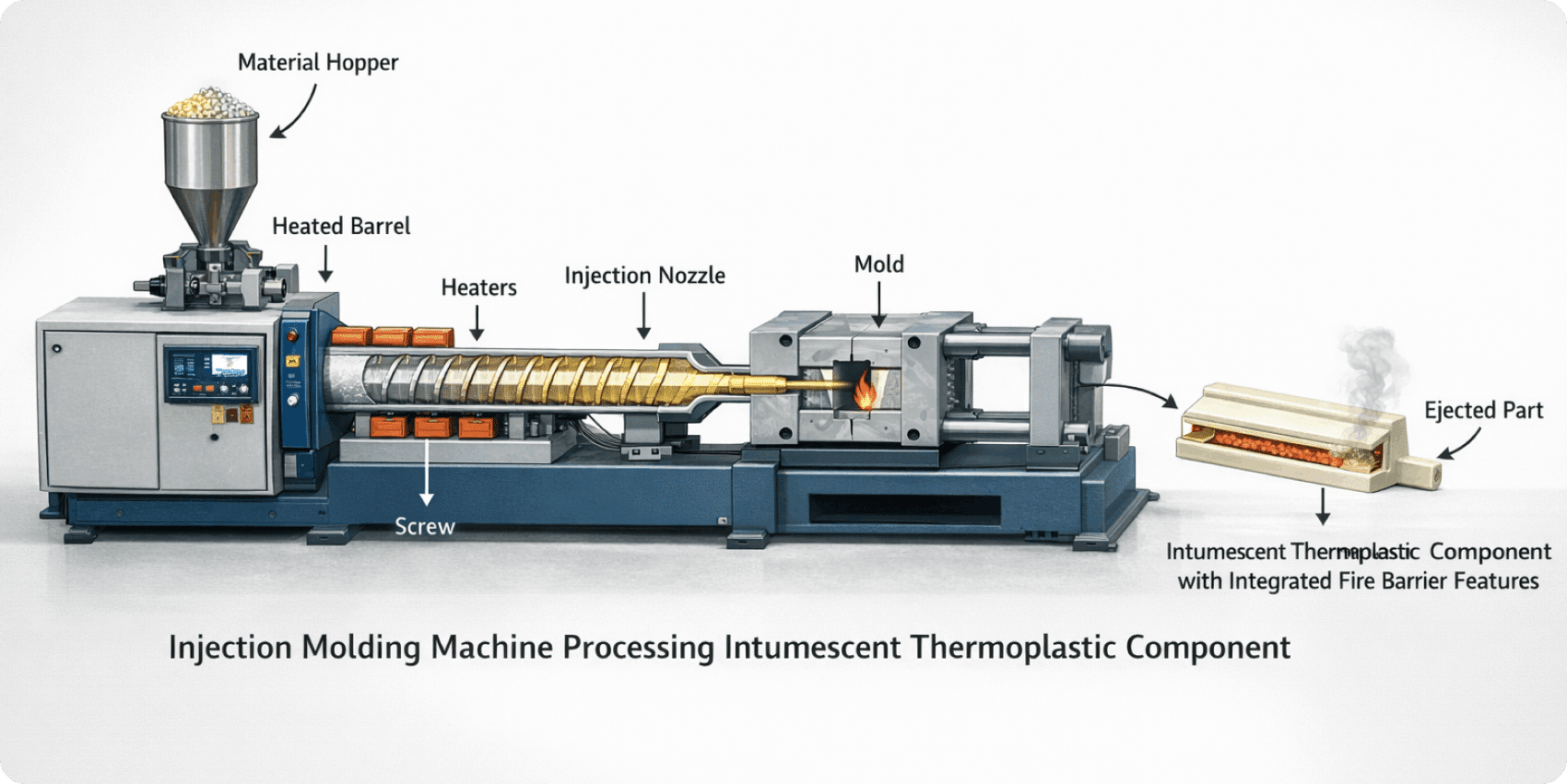
Injection molding of a LithiumPrevent 200R intumescent thermoplastic component with integrated fire barrier features.
Process and Typical Parameters
- Injection: Molten material is injected under high pressure (often in the range of 100–250 MPa for engineering thermoplastics) into a steel mold.
- Packing and holding: Pressure is maintained as the part cools to compensate for shrinkage and maintain critical dimensions.
- Cooling: Mold temperature (typically 30–90°C) is controlled via internal cooling channels to manage crystallinity, residual stress, and cycle time.
- Ejection: After solidification, ejector pins or plates release the molded part.
LithiumPrevent 200R is formulated as an intumescent thermoplastic composite that can be injection molded or over-molded into almost any shape or size while remaining electrically insulative and achieving UL 94 V‑0 and related fire test performance. It typically begins expansion at ≈200°C and reaches about 2-3x volumetric expansion, forming a robust char that blocks heat, smoke, and arcing paths.
When Injection Molding is the Better Choice
Injection molding is preferred when:
- The part requires tight dimensional control, complex ribs, bosses, or integrated fastening features.
- Engineers need to use 3D parts that are produced easier using injection molding than extrusion.
- Multiple functional zones, such as impact features, vents, and seats. Must be combined into a single monolithic component.
- OEMs seek high repeatability over very large production volumes, with validated performance in tests such as UL, NASA, and automotive OEM standards.
Material Spotlight: How 200R and 200REX Map to Processes
Pyrophobic’s LithiumPrevent™ platform includes multiple commercially available formulations optimized for different processes and fire performance levels, as summarized on the core product page LithiumPrevent – making lithium-ion battery systems safer.
A simplified view for OEM engineers:
Property / Aspect | LithiumPrevent 200R (Injection molding) | LithiumPrevent 200REX (Extrusion) |
Primary process | Injection molding, overmolding | Extrusion of profiles, sheets, panels |
Start expansion temperature | ~200°C | ~200°C |
Expansion | ≈2-3x original volume | ≈2–3x original volume |
Electrical behavior | Non-conductive, high-volume resistivity (≈10¹⁵ Ω·cm) | Non-conductive, supports busbar isolation and pack separation |
Typical functions | Cell containment, module-level barriers, pack lid defense, complex housings, busbar terminal covers | Continuous firewalls, perimeter barriers, spacers, venting channels |
Key benefit | Complex 3D parts with integrated features | Continuous, cost‑efficient linear parts with embedded fire functions |
For background on the physics of how LithiumPrevent absorbs heat, intumesces, and forms a thermally insulating char, see Lithium Battery Fire Protection and the section on LithiumPrevent’s thermoplastic base as a phase change and intumescent material in Intumescent Thermoplastics: A Key Innovation in EV Safety.
Key Differences: Extrusion vs. Injection Molding for Intumescent Thermoplastics
Design / Process Factor | Extrusion | Injection Molding |
Output type | Continuous profiles, sheets | Discrete, complex parts |
Tooling | Simpler dies, lower cost | Complex multi‑cavity molds, higher cost |
Best suited geometry | Constant cross-section | Complex 3D geometry, variable wall thickness |
Tolerances | Typically around ±0.010 in | Typically around ±0.005 in |
Scrap handling | Minimal; easy in‑line regrind | Sprues/runners; can still be recycled depending on QA |
Ideal volume profile | Long runs, high linear meters | High part counts per tool over project life |
Setup and changeover | Faster die swaps | Slower mold changes, but higher productivity per cavity |
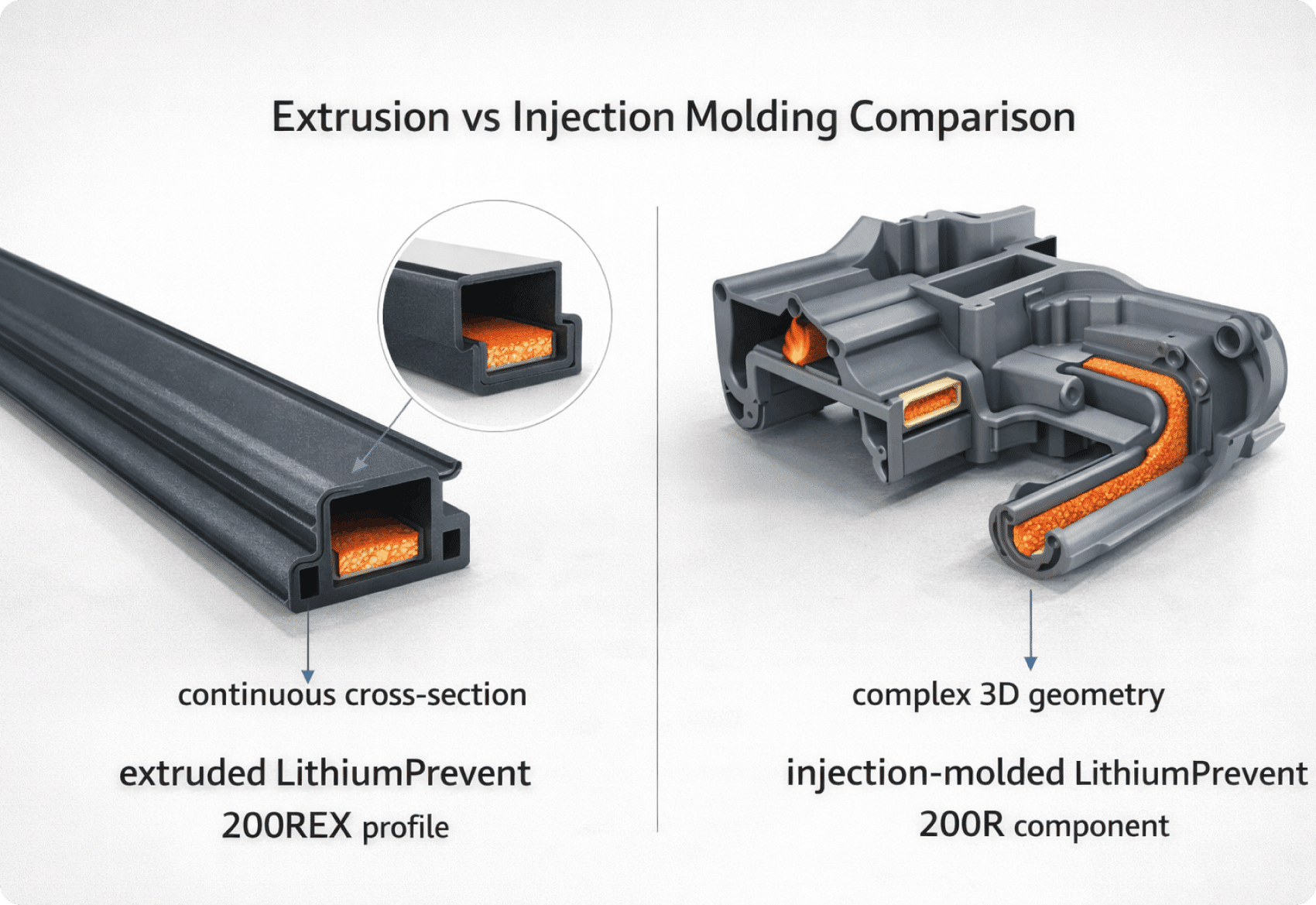
In practice, many engineers combine both: extruding continuous intumescent frames or spacers with LithiumPrevent 200REX, then mating them with injection‑molded LithiumPrevent 200R components to create a multilayer fire‑protection architecture in a battery pack or module.
Extrusion excels at continuous profiles with constant cross‑section, while injection molding is optimized for complex 3D LithiumPrevent parts.
How OEM Engineers Use This Information Day to Day
In daily workflows, concept design, DFMEA, DV/PV testing, and cost optimization, engineers can use this process/material mapping to:
- Select early whether a barrier feature is best modeled as a continuous profile (extruded) or a complex local part (molded).
- Design for safety test standards referenced in Lithium Battery Fire Protection, for example, ensuring sufficient expansion volume around cells or modules.
When questions arise about process windows, regrind levels, or hybrid constructions, OEM engineers can engage Pyrophobic’s application team directly from the LithiumPrevent product page or via the contact form.
FAQs for OEM Engineers
- Can LithiumPrevent be both extruded and injection molded?
Yes. LithiumPrevent Family can be processed via extrusion or injection molding, and specific formulations like LithiumPrevent 200R and LithiumPrevent 200REX are tuned for each process. The fire protection of both LP200R and 200REX is similar, the main difference will be mechanical properties. - What expansion behavior should I design around?
Most LithiumPrevent grades, including LithiumPrevent 200R and LithiumPrevent 200REX start expanding around 200 °C and reach about 2–3x volumetric expansion depending on exposure time and thermal profile. - How does LithiumPrevent actually stop propagation?
As detailed in Lithium Battery Fire Protection and the EV safety blog, the material absorbs heat, releases non‑flammable vapors, expands to fill voids, and forms a thermally insulating char that blocks heat and flammable gases. - When is extrusion the better choice?
When you need continuous profiles, linear meters of barrier, or panels, and when lower tooling cost and fast changeover are critical. LithiumPrevent 200REX was developed specifically to give OEMs that extrusion advantage. - When is injection molding the better choice?
When geometry is complex, tolerances are tight, and you want to integrate multiple functional features in one part. LithiumPrevent 200R is designed for this environment. - Can extruded and molded LithiumPrevent components be combined in one system?
Yes. It is common to use extruded LithiumPrevent 200REX frames or spacers with injection‑molded LithiumPrevent 200R inserts or covers for layered protection. - Is LithiumPrevent electrically insulating?
Yes. LithiumPrevent 200R, for example, shows very high volume resistivity and dielectric strength, making it suitable for busbar isolation and pack lid defense. - Which tests has LithiumPrevent been evaluated in?
The LithiumPrevent family has been tested internally, by independent labs, and by organizations such as NASA, the FAA, and DNV, as summarized on the product page. - Can AI be integrated into my process control for these materials?
Yes. Extrusion and molding lines can be tied into MES or edge‑AI systems that monitor melt pressure, temperature, and dimensions, similar in concept to AI‑driven material models used in research such as AI-driven material modeling for reliability and fatigue. - Where can I find a high‑level explanation of intumescent thermoplastics for my team?
Pyrophobic’s blog Demystifying Intumescent Thermoplastics and Polymers is written exactly for that purpose. - How do I start a design review with Pyrophobic?
Submit your concept and process constraints via the contact form and reference the specific LithiumPrevent grade(s) you are considering.

